Railways are increasingly seen as the main mode of transportation in the future, especially for medium and short trips. Part of the reason is environmental protection, but it is also related to the booming development of high-speed trains. Many countries, including China, are planning to build tens of thousands of kilometers of high-speed railways and ordinary railways.
Rail and rail vehicles involve a wide variety of parts, and this expansion requires greater efficiency to meet the needs of the relevant parts manufacturing industry. Competitiveness to meet contractual requirements is also a major driver of improved production performance – and most of this can be achieved through optimal processing methods.
Railway vehicle wheel
From the point of view of machine tools or cutting tools, railway vehicle wheels are processing-intensive products and are also the target of application development. Railway wheel heavy vehicles involve the processing of special machinery and require frequent maintenance. The choice of tool and the specific application depend on the type of wheel to be turned and the main part of the wheel. As with all machining, machine power has a particular effect on cutting parameters, and maximizing depth of cut can reduce overall cutting time. If the machine power is sufficient, the wheel profile can be turned by one pass. Otherwise, it must be processed in stages to achieve the desired wheel profile and dimensions. In particular, when the machined wheel is driven by friction, like many non-falling machine tools, the wheels are placed on railway vehicles, so multiple stages may be required to complete the machining. Depending on the type of processing and the machine tool, there are many ways to apply it.
Chip control should be a priority, especially when space is limited in a non-falling machine, to maintain high productivity and avoid potential risk of wheel and tool damage. For this reason, chip control, edge line strength, and smooth cutting factors should all be incorporated into the development of indexable insert geometries. In order to achieve the desired performance and higher production efficiency, the combination of insert geometry and material is essential.

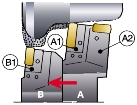
The blade is fixed in the knife box and then mounted to the tool holder for the wheel heavy truck, and the blade tends to keep cutting in the tangential direction. Diamond-shaped CNMX inserts are available in left-hand and right-hand versions for flanged profile cutting of alloy steel. With reasonable application, these tools can produce high wheel roundness and good chip control throughout the cutting process. The chip breaking performance depends on the wheel material quality, the blade lead angle and the cutting speed applied. It is recommended to use the best combination of speed and feed and cut along a certain part of the wheel profile.
The recently developed 19mm blade is positioned in the finishing process and is available in a variety of blade materials for steel machining and even partially hardened materials. These inserts are housed in right-hand or left-hand type cutter boxes and are equipped with a knife pad that not only protects the shank and the blade holder, but also aids in heat transfer during cutting. The knife box is firmly fixed in place by an extremely reliable common locking mechanism.
For these processes, a new generation of carbide materials can significantly improve performance and productivity. The development of various materials is progressing steadily in order to provide continuous improvement to customers. At present, most of the wheel wear is represented by a certain degree of flank abrasion, flank coating peeling or hot cracking. For such wheels, the general blade material GC4215 can be used for cutting. If the wheel is heavily damaged and a low speed machine is used, then the cutting edge is required to be very tough, and the material can be cut with material GC4225. If the wheel profile wear is not serious, in order to shorten the machining time, the material GC3015 can be used and the cutting is performed when higher cutting parameters are applied. For the severely damaged wheel, the material SH can be used for cutting at a low cutting speed.
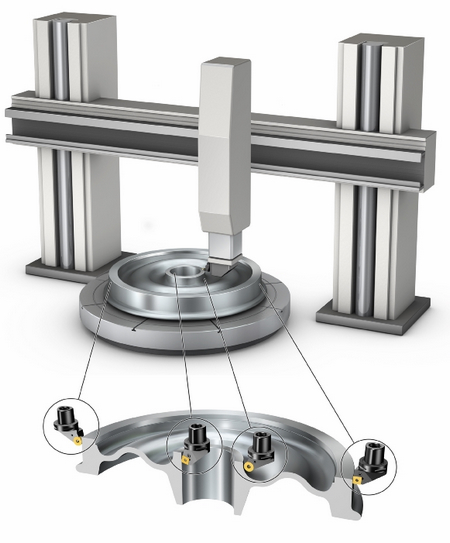
In addition, there are alternative solutions for the manufacture of new railway wheels. Non-standard tool solutions take full advantage of wheel design, machine type and cutting conditions. Most of the tool components of these solutions are based on standard concepts, but can be designed to optimize various combinations of existing applications. These solutions are based on the most flexible and rigid modular tool clamping system Coromant Capto. The system is being incorporated into a new machine tool line that manufactures high-speed rail wheels.
Our company have German SEW Motor, Japan Mitsubishi Controller. Our own brand Hofic servo motor and controller. Chinese famous brand SEJ motor and Holip controller.
About our German SEW Motor and Japan Mitsubishi Controller: It is easy to find the ideal energy-efficient motor for your application at SEW. The series has a suitable design in its range for the globally applicable efficiency classes. Select the power and frequency within this motor design and you have already taken care of the most important selection criteria.All other motor options are of course available independently of the efficiency class. A comprehensive braking concept and cost-optimised built-in encoders ultimately complement the motor range. Comprehensive braking concept and combinations i.e. up to three different brake sizes per motor size featured in the range: Cost-optimised built-in encoders integrated into the motor. Motors for efficiency classes IE1 to IE4.Compact design saves space and costs. Future-proof, also as regards environmental protection (standards). Reduction in operating costs when using energy-efficient motors; our energy-efficient motors conform to the efficiency classes.
About servo High Speed Door Servo Control System: Our rolling gate servo control system is suitable for high speed and high usage soft and hard rolling gate. The whole system is in a small and light package, it has high torque and high operating speed, lower noise, high reliability, smooth and soft operating curves, it`s suitable for high speed and usage environment. The rolling curtain can be controlled by pull switch, push button, Bluetooth, ground radar, ground magnetic sensors. Operating Speed: 1M/s; Operating Width: <16 ㎡; Daily operating time: >2000 time; Rated voltage: 220v; Rated Output: 0.75 KW/1.5KW.
The system can operated via: 1) control box; 2) inching electronic control; 3) continuous automatic operation; 4) emergency stop; 5) single side operation box; 6) time delay; 7) ground radar and/or magnetic sensors. Please refer to Wiring Terminal for eternal connections.
System has fuse/safety wire shutdown switch for three-phase power protection, fuse/safety wire for operating circuit protection, and temperature sensing relay for motor protection.
Stroke Controller utilizes absolute value encoder. Connect the absolute value encoder and reducer via encoder`s axle, and fix the wings on to the reducer, than insert the aviation plug into plug receptacle.
The mounting screw for the control box must inspect regularly to prevent screw been getting loose and falling off. Check the internal and external wirings. Check and change the oil for the redactor on regular basis.
Precision: The system use Full closed-loop servo control and Double Encoder design. This is to ensure long operating life and to prevent overshooting during operating.
Stability: The system utilizes integrated design concept, in order to simplify internal wiring and prevent any function caused by wiring and terminal connections.
High Speed: Motor max speed is 2500 rpm; door max operating speed is 2 m/s.
Smooth: The torque servo system can adjust torque to the load automatically, and its speed curve mode step less speed regulating to ensure a smooth operation.
About SEJ motor and Holip controller: Three-phase asynchronous motor with magnetic brake has broad uses, It is suitable for various mechanical main drive and auxiliary drive, and it is also used for various required rapid stopping and correct positioning. The braking time within 0.2 second. Electric motor is added the DZM series direct current electromagnetic arrester by the basic series(Y series) electric motor.The protection class of electric motor part is IP44,the arrester part is IP23.if be applicable to bad environment can also make the arrester part into IP44,but customer have to put forward a special request while ordering,the manufactory can design a manufacturing exclusively. Its structure diagram is picture 1 and 2,picture 1 is the structure with hand release.Picture 2 is the structure without the hand release.Its operating principle BE, after being to make the retardation coil(6)to connect direct current power supply,because of the function of electromagnetic force,electromagnet(7)attract gag bit(5),and compress spring(24),make arrester disc(2)away from the friction surface of the gag bit(5)and shield(26)(the electrical motor can immediately operate normally).When the power supply cuts off after,the electromagnet(7)loses electromagnet force,the spring(24)releases the gag bit(5)and compress tightly to arrester disc(2),the arrester function,stop(the motor shaft)quickly,make electric motor shop turning to move,for the second time connect power supply will repeat above-mentioned action.
High Speed Door Motor And Control Box
High Speed Door Motor And Control Box,High Speed Door Motor,High Speed Door Servo Motor,Variable-Frequency Servo Motor
Shenzhen Hongfa Automatic Door Co., Ltd. , http://www.hongfadoor.com