Fasteners are the most commonly used mechanical connection methods on offshore platforms and ships. Their reliability is directly related to the reliability of the platform, system or equipment. It is also related to the overall safety and has been highly valued by designers and operators. . However, for a long time, designers have paid more attention to the fatigue life, fracture failure, stress and strain conditions, impact load, etc. of fasteners, while ignoring the problems caused by corrosion failure [1–4]. However, in fact, marine platforms and ship systems that have been operating in the ocean for a long time have highlighted the problem of the corrosion of fasteners affecting the overall operation, especially the serious threat to safety. With the development of science and technology, designers have become more and more aware of the problem of corrosion, and the requirements for anti-corrosion of fasteners in the marine environment are getting higher and higher. The corrosion protection design of the fastener can improve its corrosion resistance in high temperature, high humidity and high salt marine environment.
1 Basic requirements for corrosion protection of fasteners
Fasteners are the key components and force components for the connection of systems and equipment. Therefore, after surface treatment, the mechanical and physical properties should meet the design requirements to ensure the reliability of the connection within the specified service life.
1.1 Mechanical properties requirements
The surface treatment technology of metal fasteners is based on the principle of not damaging the base metal and adversely reacting with the base metal, without changing the chemical composition of the base metal, and without lowering the mechanical properties of the base metal. If the chemical composition and mechanical properties of the base metal have changed, the application properties of the fastener should be re-identified.
1.2 Process performance requirements

1) Outline size. The profile size of the bare fastener affects the thickness of the surface finish. If the profile size is less than the standard size of the design, the space left for the finish is greater, and vice versa. However, if the profile size of the bare fastener is too small, it will affect the inherent strength of the fastener, and at the same time, the coating of the standard fastener after coating is thicker and the processing cost is high, which is huge in various specifications and quantities. The fasteners are not applicable. At present, it is common to use a gap of 20 to 30 μm for bolts and nuts of bare fasteners.
2) Thickness. The surface treatment layer of the fastener should be determined according to the process to determine the appropriate thickness. If it is too thin, the corrosion resistance is poor. Too thick will affect the screwing performance of the fastening screw and the nut. Therefore, various surface treatment processes must carefully consider the thickness to meet the design protection performance and performance.
3) Screwing performance. The profile size of the bare fastener and the thickness of the surface finish of the fastener directly determine the screwing performance of the fastener, which is a measure of the performance of the construction.
4) Corrosion resistance. The surface treatment layer should have good corrosion resistance in seawater, high temperature, high salt and high humidity environment to ensure the life of the fastener.
5) Bond strength. The bonding strength of the surface treatment layer of the fastener and the base metal is an important indicator for measuring the performance of the coating. The anti-corrosion of the fastener is not only in the polished rod part of the bolt, but also in the threaded part of the fastener, especially the threading part. The bonding force must meet the requirements of use, otherwise the coating will fall off easily when the fastener is screwed, especially if it needs to be High torque tightened fasteners.
6) Wear resistance. As with bond strength, wear resistance reflects the performance of the coating during use. The general fastener anti-corrosion coating is thin, and the coating should ensure the integrity during the repeated use of the fastener.
7) Hardness. The fastener coating should have sufficient hardness to ensure uniformity and integrity during screwing.
8) Non-toxic. The fastener surface treatment layer should be non-volatile odor or harmful gas, and it is not polluting to the use environment, which is especially important for confined spaces.
1.3 Environmental adaptability requirements
The environment in which fasteners are applied is complex and variable. Therefore, the anti-corrosion coating must meet the requirements of various harsh environments, such as seawater environment, oil environment, cold and heat alternating environment, alternating wet and dry environment, sunlight irradiation environment, wind environment, etc. .
2 fastener corrosion protection method
Corrosion protection of fasteners is a systematic project. In order to delay and control the corrosion of fastener materials, prevent the degradation and deterioration of fastener materials, and ensure the reliability, safety and service life of fasteners, a single anti-corrosion measure The role and effect are limited, and multiple anti-corrosion measures should be used at the same time.
2.1 Select corrosion resistant base material
It is the most direct, simplest, and most effective method to select a material that has good seawater resistance and is compatible with other contact parts as the substrate for the fastener. For example, the US Navy has developed 868 alloy steel as a material for naval marine fasteners. 868 alloy steel has added corrosion-resistant metals such as nickel, chromium, and molybdenum. The tensile strength is 800 MPa, the elongation is 50%, and it has excellent impact resistance. Strength and toughness, good seawater resistance, good resistance to crack corrosion and hydrogen embrittlement, no crevice corrosion in seawater, good electrochemical compatibility [5].
2.2 Surface treatment
At present, there are not many materials that meet the requirements of strength, stiffness and toughness, and meet the requirements of seawater corrosion resistance. Therefore, the fasteners are often surface treated, that is, the matrix material only considers the mechanical properties, and the corrosion resistance is delivered to the coating. Protection, this is also the most common method currently used.
2.2.1 Galvanizing and powder galvanizing
Both galvanizing and powder zincizing are covered with a certain thickness of zinc on the surface of the fastener. The principle of action is sacrificial anode protection, that is, the surface zinc layer is first corroded, thereby protecting the base metal. Since the zinc layer is thin and has a lower potential than a metal such as a copper alloy, the corrosion rate is faster when the zinc layer is corroded by a dissimilar metal such as a copper alloy, a titanium alloy, or a stainless steel. According to the data [6-7], the powder galvanized layer has good atmospheric corrosion resistance. Ordinary carbon steel is galvanized by powder, and its wear resistance can be increased by about 50%. The wear resistance of the galvanized layer is much higher than that of the hot-dip galvanized layer, and it also has good heat resistance. In addition, the process of galvanizing is simple, the production is flexible and convenient, and the thickness of the galvanized layer can be controlled between 10 and 140 μm. This feature is very important for fasteners requiring a thin zinc coating layer. However, it has been proved that the corrosion protection effect of these two surface treatment methods is limited for fasteners in high temperature, high humidity and high salt environments.
2.2.2 Zinc-nickel plating
Zinc-nickel coating is an alloy coating with good corrosion resistance. Zinc-nickel coatings with a Ni mass fraction of 10% to 15% are 3 to 6 times more corrosion resistant than pure zinc coatings in industrial and marine atmospheres. The content of Ni in the coating has the greatest influence on the corrosion resistance of the coating. When the mass fraction of Ni is 13%, the corrosion resistance of the coating is the best. In the 5% (mass fraction) NaCl solution, the stable potential of the zinc-nickel alloy coating moves in the positive direction as the nickel content increases. In the best corrosion-resistant region, the stable potential is close to the potential of cadmium, which is much lower than that. The potential of zinc, when the coating and the steel matrix constitute a microbattery, the corrosion potential is much smaller, and the corrosion rate is much slower than the galvanized layer [8-9]. In addition, the microhardness of the zinc-nickel alloy coating is also higher than that of the pure galvanized layer, and the higher the Ni content, the higher the hardness.
2.2.3 Titanium nano coating
The titanium nano-coating can be obtained by first pulverizing titanium into nano-sized metal particles by a high-performance pulverizer, and then preparing a titanium-based nano metal powder and a titanium nano-polymer by a mechanical-chemical method, and then distributing according to a certain group. It is coated on the surface of the metal substrate according to the procedure, and finally sealed with titanium nano-polymer. Titanium nano-polymers have large specific surface area and chemical action, and have excellent anti-penetration ability. They are hydrophobic, and corrosive media and ions are difficult to pass through this layer of polymer to reach the matrix. Therefore, it has good sealing performance and can cut off corrosive media. Contact with metal. At the same time, the metal powder and the titanium nano-polymer are chemically bonded, and the structure is dense and the corrosion resistance is strong. Therefore, titanium nano-coatings have better corrosion resistance.
2.2.4 Dacromet coating
Dacromet coating is an anti-corrosion technology developed by the United States in the 1950s. It has good performance, such as strong corrosion resistance and no hydrogen embrittlement, especially suitable for high-strength parts. Dacromet coating is mainly used to treat steel parts and improve the corrosion resistance and lubricity of the parts. The main component is Zn-Cr.
There are many domestic production units of Dacromet. The main treatment processes are: 1) two-coating and two-bake, improved epoxy resin sealing; 2) galvanizing, two-coating and two-bake, improved epoxy resin sealing; 3) two coating two Bake; 4) Three coats and three bakes. Recommended for improvement is the improved Zn-Al Dacromet coating, which has better corrosion resistance than conventional Dacromet coatings.
2.2.5 Test comparison
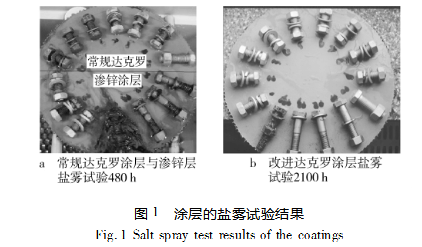
For the surface treatment method of fasteners, the author conducted a comparative test on the currently used zinc-zinc fasteners, modified Dacromet coated fasteners and conventional Dacromet coated fasteners.
1) Salt spray test. From the corrosion morphology of fasteners with different surface treatments (see Figure 1), the improved Zn-Al Dacromet coating has relatively good salt spray corrosion resistance, and the salt spray corrosion is still intact after 2100h. The corrosion resistance of conventional Dacromet coatings is second, and the corrosion resistance of zinc coatings is the worst.
2) Seawater full immersion corrosion test. The morphology after full immersion corrosion in seawater for 2600h is shown in Figure 2. It can be seen that the improved Dacromet coating has better corrosion resistance.
3) Electrochemical impedance spectroscopy evaluation test. It can be seen from Fig. 3 that the coating sample exhibits two time constants in seawater, and the Rt and Rf values ​​of the modified Dacromet coating are much larger, indicating that the corrosion resistance is more excellent. The Rt value of the modified Dacromet coating changed slowly within 200h, indicating that the surface film layer is a protective layer with good protection, the corrosion medium (ie seawater) penetrates slowly, and has good corrosion resistance.
4) Galvanic corrosion test. It can be seen from Fig. 4 that the galvanic corrosion between the Dacromet coating and the copper and Q235 steel is the lightest, and the compatibility with the pipeline and the flange material is good. The galvanized steel and copper galvanic couples. Corrosion tendencies are large.

2.3 Reasonable anti-corrosion structure design
The structural protection of fasteners is mainly for the accelerated corrosion of high-potential metals, such as the accelerated corrosion of steel fasteners by flanges such as titanium alloy, copper alloy and stainless steel. Electrical insulation isolation technology and dielectric isolation technology are feasible methods and have been applied.
2.3.1 Electrical insulation isolation technology
Due to the use of materials on the offshore platform and in the ship system, such as titanium alloy, stainless steel, etc., after the fasteners are connected with the flange, contact corrosion of dissimilar metals may occur. There are two parts where the fastener is connected to the flange, that is, the contact portion between the washer and the flange and the contact portion between the bolt and the flange bolt hole. The isolation sleeve is used to physically separate the two parts to cut off the corrosion current path of the bolt.
In Russia, a large number of electrical insulation isolation measures have been adopted. The initial electrical insulation design used electrical insulation on both ends of a pair of flanges, but in the later design, Russia simplified the method and implemented single-sided electrical insulation. A schematic diagram of the electrical insulation structure of the fastener is shown in FIG.

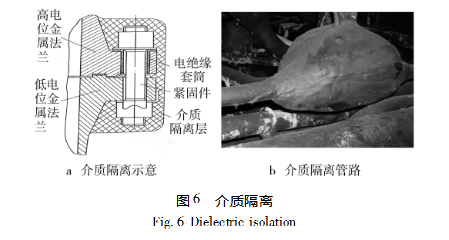
2.3.2 Media isolation technology
On offshore platforms or ships, fasteners in certain areas are either submerged in seawater, alternately wet or dry, or covered by condensation. Seawater or condensation acts as an electrolyte that connects the circuit between the flange and the fastener. Separating the electrolyte from the two metals cuts off the circuit between the two metals and does not form a corrosion current. The material of the dielectric isolation layer should be resistant to oil, water, and a poor conductor of electricity. It has a certain hardness, and is resistant to cold, heat, dry and wet, and easy to construct. The dielectric isolation diagram is shown in Figure 6.
2.4 Other issues that should be noted
1) In the process of production, transportation and storage, the principle of corrosion resistance inherent to fasteners should not be damaged.
2) Determine the reasonable and feasible fastener installation process and implement scientific construction.
3 Conclusion
With the development of science and technology, the requirements for environmental corrosion resistance of materials are constantly improving. It is necessary to develop new technologies and methods to continuously improve the long-term protection performance of key infrastructure components. All kinds of corrosion protection surface treatment technologies have their own characteristics and limitations. They should be designed for the specific use environment, comprehensive analysis and utilization from the aspects of protection characteristics and performance, service life, preparation cost and so on.
[references]
[1] Hui Weijun, Weng Yuqing, Dong Wei. High strength fastener steel [M]. Beijing: Metallurgical Industry Press, 2009: 30-40.
[2] Wang Yongqing. 30CrMnSiNi2A bolt fracture analysis [J]. Physical and Chemical Testing, 2000, 36(10): 463-465.
[3] Jing Xiu and Pan Fengzhang, Shen Zhaoguang. Development of lateral vibration test bench for fasteners [J]. Mechanical Design, 2005 (6): 45-47.
[4] Yan Lai Rong. China's fastener industry development status [J]. Metal products, 2011 (1): 11-13.
[5] Liu Delin, Hu Xiaochun. Discussion on hydrogen embrittlement of steel fasteners from failure cases [J]. Materials Engineering, 2011( 10) : 78-83.
[6] Tang Shaozhen, Guo Qingzhen. Practice and summary of powder zinc infiltration process [J]. Non-Ferrous Metals, 1998( 5) : 45-48.
[7] Ma Qinghua, Fu Dahai, Dong Zuojing. Mechanical energy assisted zinc infiltration and its marine environment anti-corrosion effect [J]. China Surface Engineering, 2009 (6): 61-67.
[8] Tian Wei, Xie Faqin, Wu Xiangqing. Study on corrosion resistance of zinc-nickel alloy coating [J]. Corrosion and Protection, 2006(11) : 552-555.
[9] Xiao Zuo'an, Fei Ximing, Zou Yongjin. Study on corrosion resistance of zinc-nickel alloy coating [J]. Material Protection, 2005(3): 25-28.
Kitchen Sink Mixer,Single Handle Kitchen Sink Faucet,Faucets for Kitchen,Sink Faucet
Bathroom Faucet & Kitchen Faucet Co., Ltd. , http://www.htc-faucets.com