Grinding technical requirements for the hole seat surface of the needle valve body
The needle valve body is shown in Figure 1.

Figure 1 needle valve body
Among them, the main dimensional accuracy of the hole and seat surface is shown in Table 2.
Table 2 Tolerance requirements for the hole and seat surface of the needle body
project | Tolerance / mm | project | Tolerance / mm |
Middle hole roundness | 0.0005 | Seat roundness | 0.0008 |
Middle hole straightness | 0.0015 | Seat facing the middle hole | 0.003 |
Middle hole cylindricity | 0.001 | Seat roughness | 0.1 |
Middle hole roughness | 0.05 | - | - |
In order to ensure the technical requirements of Table 2, the mesoporous seat grinding machine is usually used to machine the middle hole and the seat surface. As a high-efficiency and high-precision composite grinding primary grinding, grinding surface and large end face, the following main process parameters should be considered in the process.
(1) Workpiece clamping method When machining, the large outer circle and the process angle are positioned after the correction accuracy, and the single film chuck clamps the large outer circle. The clamping and positioning method is shown in Fig. 2. This way of positioning and clamping can ensure that the axial runout of the mesa seat surface is within 3μm.
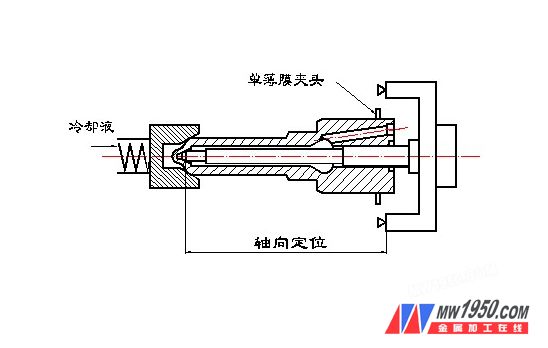
Figure 2 workpiece clamping method
(2) Cutting allowance The cutting allowance is an important parameter to ensure high-efficiency and high-precision composite grinding. For the roundness of 0.5μm class, the finishing allowance is usually controlled at about 0.02mm, considering the beating during clamping. Factor, the grinding allowance of the middle hole should be controlled at 0.10~0.12mm, and the margin of the large end face is usually controlled at 0.04~0.06mm.
(3) Selection of grinding wheel Modern grinding technology adopts high-speed grinding. High-speed grinding requires high strength and sharpness of the grinding wheel, especially for W6M05Cr4V2, which is a very high viscosity part, the choice of grinding wheel, abrasive, and the ratio of binder. The sintering pores of the grinding wheel should be repeatedly tested to ensure that the grinding wheel does not stick to the grinding wheel during the grinding process, and maintain good self-sharpness. Usually, these high-precision holes can be ground with brown corundum, single crystal corundum and cubic boron nitride CBN grinding wheels, and sintered with a resin binder or a ceramic binder. After repeated experiments and demonstrations, the cubic boron nitride CBN grinding wheel sintered by high-strength resin binder is used here. Since the surface roughness of the product requires Ra=0.08mm or more, the grinding wheel should be 280-320.
(4) Workpiece rotation speed The workpiece rotation speed is related to the diameter of the grinding surface. The rotation speed of the workpiece will have a great influence on the grinding cut and surface roughness. If the rotation speed is too low, the grinding surface will be corrugated and enlarged. Surface residual stress, too high speed can cause burns on the grinding surface. The internal grinding is usually controlled at 10 to 20 m/min. Since the mesoporous seat surface of the injector is only φ4.3 mm or even smaller, the workpiece rotation speed is preferably 800 to 1000 r/min.
(5) Electric spindle power and speed The linear speed of the grinding wheel in grinding is a very important factor. Now the direction of grinding development is the increasing speed of the grinding wheel. High-speed grinding mainly has the following advantages: the material deformation area is obviously smaller, the workpiece deformation is small; the single abrasive grain is reduced in force, the wear is reduced, the grinding wheel has a long service life; the grinding heat is concentrated on the surface of the grinding workpiece, and the force is heated. The metamorphic layer is thin and the processing quality is high. The grinding rate of the nickel-based material in the small elastic deformation stage is added. The relationship between the cutting temperature and the cutting temperature of various materials at different grinding speeds is shown in Fig. 3. Considering the injector The diameter of the hole is only φ4.3mm. To achieve the grinding speed of the grinding wheel with Vs=35m/s, the speed of the electric spindle must reach 100,000r/min or more. It is difficult to achieve dynamic balance at this high speed due to the spindle, grinding wheel and grinding wheel post. And expensive, considering the cost performance, now uses 90,000 r / min, 1kW electric spindle.
(6) The transverse feed rate of the electric spindle The transverse feed swing speed and the longitudinal cutting speed should match the test and the lateral swing speed is too fast. The high cutting rate of the grinding wheel is easy to cause the squeeze wheel. The speed is too slow and the efficiency is too low. For the grinding of the hole in the needle valve body, the speed of 16~34m/min is used for the oscillation swing. At the same time, the positioning accuracy of the swing is required to be less than 0.01 mm to ensure the taper of the hole in the grinding.
(7) Radial grinding feed rate Radial grinding feed rate is staged, taking the cutting allowance of 0.1mm as an example. In the initial stage, the feed rate as coarse grinding is faster, with a speed of 10mm/min. The feed removes the machining allowance; when leaving a margin of 0.03 mm, the grinding feed rate is usually reduced to 0.5 to 0.6 mm/min, and when the cutting amount is 0.02 to 0.03 mm, 0.1 to 0.2 mm/min is used. The feed rate is processed. Finally, there should be no fire core grinding for 5 to 10 seconds.

Figure 3 Relationship between cutting speed and cutting temperature [1]
The above main grinding process parameters are also optimized according to the real-time status of the machine. For the optimization of the coolant selection and the self-sharpening of the grinding wheel grinding state, it is necessary to timely correct and adjust to ensure that the qualified products are ground in batches. The reasonable selection and matching of the above process parameters can process the workpieces that meet the requirements of the drawings.
Metal processing online more related information:
Analysis of technical characteristics of common rail injector parts corresponding to grinding
Common quality problems and causes of medium hole seating grinding
Technical measures to improve surface integrity and precision of mesoporous surface grinding
2 2-dichlorovinyl Dimethyl Phosphate,Kill Cockroach HydramethylnonmInsecticides Tetramethrin
Shandong Qiaochang Chemical Co., Ltd. , http://www.hzchemicals.com